




")




STORIES: cable production
1. The starting point of each cable…
 there is copper litz. Only few cable manufacturers can make the litz themselves. Most of them purchase it from specialized litz manufacturers. To avoid differences in quality within a cable series or to avoid shipping problems SOMMER CABLE has been working with the same dependable product supplier for years. The photograph on the left shows our Product & Sales Manager Pascal holding a coil of pre-stranded copper litz. It is used to “twist“ the shielding for example for a microphone cable. SOMMER CABLE manufacturers and uses individual litz wires measuring 0.05 to 0.40 mm, 0.30 to 1.80 mm, and 0.04 mm² to 95 mm² in diameter.
there is copper litz. Only few cable manufacturers can make the litz themselves. Most of them purchase it from specialized litz manufacturers. To avoid differences in quality within a cable series or to avoid shipping problems SOMMER CABLE has been working with the same dependable product supplier for years. The photograph on the left shows our Product & Sales Manager Pascal holding a coil of pre-stranded copper litz. It is used to “twist“ the shielding for example for a microphone cable. SOMMER CABLE manufacturers and uses individual litz wires measuring 0.05 to 0.40 mm, 0.30 to 1.80 mm, and 0.04 mm² to 95 mm² in diameter.
2. Many of these copper coils…
 are mounted onto small rotors and then stranded into a wire by a “braider“. The stranded wires are then coated with an insulation made of PE, PVC, PP, or Hytrel, stranded in pairs, and again wound onto a drum.
are mounted onto small rotors and then stranded into a wire by a “braider“. The stranded wires are then coated with an insulation made of PE, PVC, PP, or Hytrel, stranded in pairs, and again wound onto a drum.
3. Now it gets exciting...
 when the insulated wires are stranded with each other (see photograph on left). This process will decide if the result is a simple microphone cable, a DMX, a speaker cable, or even a complex multipair.
when the insulated wires are stranded with each other (see photograph on left). This process will decide if the result is a simple microphone cable, a DMX, a speaker cable, or even a complex multipair.
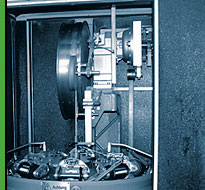
 After this process is completed copper braided shielding or an AL/PT-foil may be applied. The photograph on the right shows a twisting machine used to manufacture copper spiral shielding, consisting of up to 96 individual wires with a diameter of 0.07 to 0.15 mm!
After this process is completed copper braided shielding or an AL/PT-foil may be applied. The photograph on the right shows a twisting machine used to manufacture copper spiral shielding, consisting of up to 96 individual wires with a diameter of 0.07 to 0.15 mm!
4. A hand full of granules…
 will not yet make up an outer casing. Here you see Pascal holding our special temperature-resistant granules used to manufacture our notch-resistant S-PVC sleeve (see photograph on left). During the production process colored granules are constantly mixed in with the white base granules.
will not yet make up an outer casing. Here you see Pascal holding our special temperature-resistant granules used to manufacture our notch-resistant S-PVC sleeve (see photograph on left). During the production process colored granules are constantly mixed in with the white base granules.

The granules are melt down in the extruder, “pressed“ by a special tool (see photograph on the right), and are then sprayed onto the stranded wire pairs.
5. You could get dizzy…
 that is how fast the machines strand the wire pairs. The photograph to the left shows you a basket stranding machine with up to 28 coils, used in torsion-free stranding of a multipair cable.
that is how fast the machines strand the wire pairs. The photograph to the left shows you a basket stranding machine with up to 28 coils, used in torsion-free stranding of a multipair cable.
Torsion-free means that the cable looses its own bounce during the production process. The advantage is that such a cable can twist in any possible direction during mobile application. Over time it will not lead to knotting or ending up with that famous corkscrew effect.
6. And now comes the most difficult part…
 for the entire cable: The jacket is sprayed on or “extruded“, as the professional calls it.
for the entire cable: The jacket is sprayed on or “extruded“, as the professional calls it.
The photograph on the right shows a jacket extrusion line, and at the top left you can recognize the hopper dispensing the granules.
To finish 3.000 m of cable it will take a lot of testing until the machine operates at high pressure and with the proper tolerances, and you can be sure that the first 200 to 500 meters have to be scrapped. Only one degree difference in temperature or a lapse in concentration can ruin the finish or impact on the function.
7. During extrusion…


and stranding (the photograph on the left shows a stranding machine with 100 % reverse turning) several units will monitor the tolerances and electrical values for the cable.
8. No cable without it`s very own company imprint...
 that is what many customers of SOMMER CABLE believe and therefore they will have their company name imprinted on the cable during the production process. There are two possibilities: Inkjet printing (a unit sprays the image onto the cable) or via printing wheel or tampon printing machine. A printing wheel (photograph on the right) must first be engraved and costs a little more money but it looks very professional. Also a logo can be included.
that is what many customers of SOMMER CABLE believe and therefore they will have their company name imprinted on the cable during the production process. There are two possibilities: Inkjet printing (a unit sprays the image onto the cable) or via printing wheel or tampon printing machine. A printing wheel (photograph on the right) must first be engraved and costs a little more money but it looks very professional. Also a logo can be included.
9. A cooldown…
 for the cable, (here we mean its jacket,) is provided by a special water bath, which is constantly fed with fresh water using a pump system. It is important to prevent the cable from being crushed during winding and the jacket from sticking to the inside wiring. The next step is that the cables are rewound onto easy to handle 100, 200, 400, or 500 m rolls and sent immediately to the wholesaler or stored in our German distribution centre in Straubenhardt.
for the cable, (here we mean its jacket,) is provided by a special water bath, which is constantly fed with fresh water using a pump system. It is important to prevent the cable from being crushed during winding and the jacket from sticking to the inside wiring. The next step is that the cables are rewound onto easy to handle 100, 200, 400, or 500 m rolls and sent immediately to the wholesaler or stored in our German distribution centre in Straubenhardt.
10. Checked and approved…
all of the cables after initial manufacturing or from a new development are thoroughly checked and approved. Before a cable is suitable for marketing for months it is bent, pulled, and folded in machines especially developed for testing purposes. This usually takes a very, very long time.
The photograph on the right shows the poor old Meridian being made to suffer on a so-called “bending change testing unit“ (accord. to VDE 0472/Part 603). Each cable is electrically tested before delivery.
